

Produkter


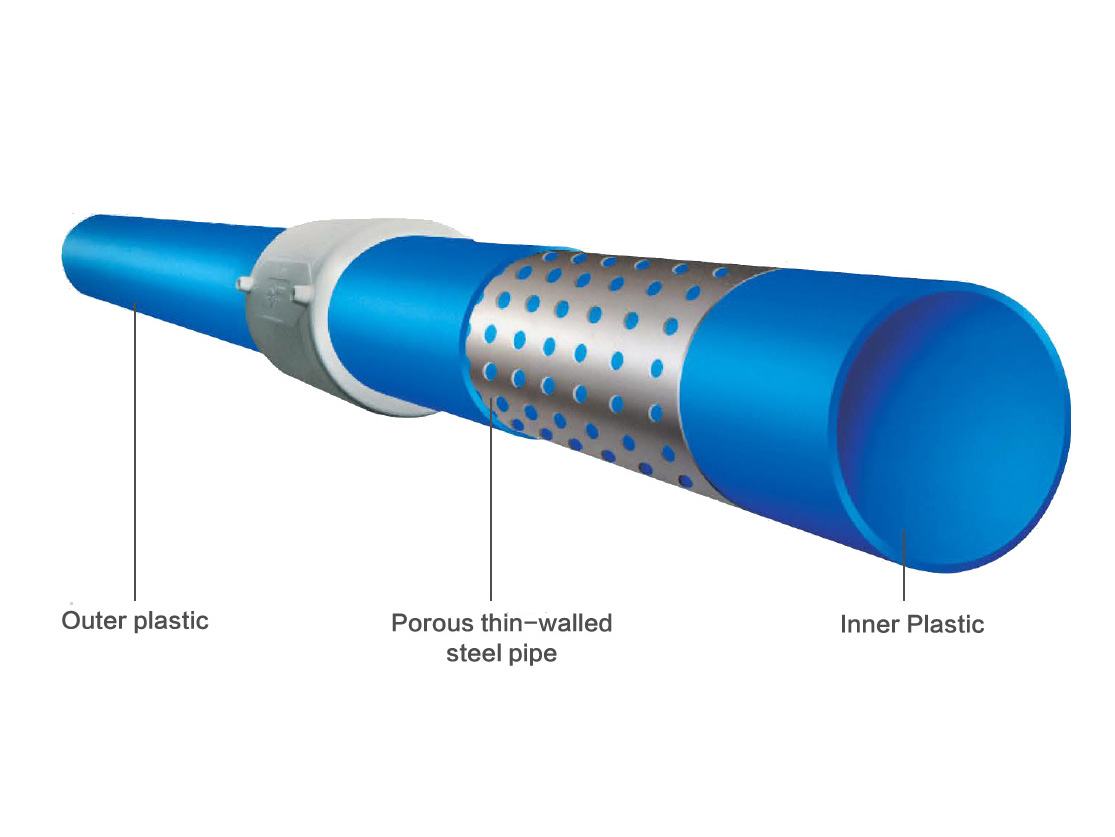
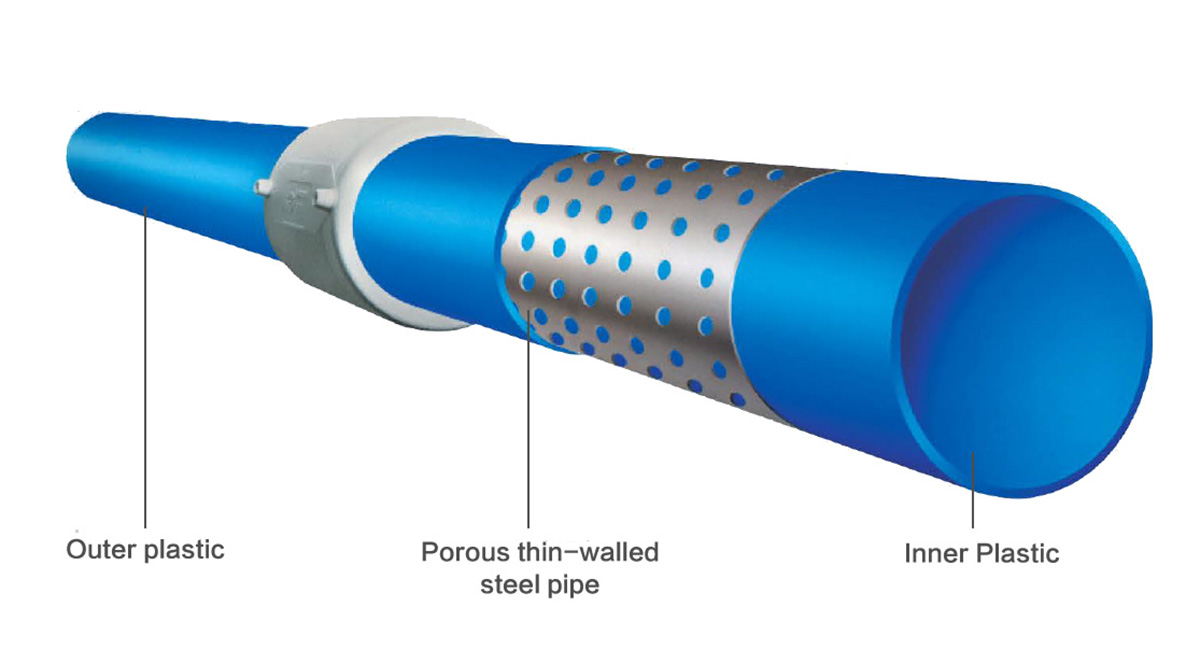
Perforerat stålband PE-rör För gas
Ansökan
Perforerat stålband av polyetenkompositrör är tillverkat av kallvalsat bandstål och termoplast som råmaterial, och porösa tunnväggiga stålrör bildade av argonbågsvetsning eller plasmaspiralsvetsning används som förstärkningar. De yttre och inre skikten är dubbelsidiga komposittermoplaster. En ny typ av komposittryckrör, eftersom den porösa tunnväggiga stålrörsförstärkningen är inlindad i kontinuerlig termoplast, övervinner detta kompositrör inte bara de respektive bristerna hos stålrör och plaströr, utan har också stålrörens styvhet och korrosionen motstånd hos plaströr. Det är en lösning för petroleum- och kemisk industri. Det är en brådskande nödvändig pipeline av styva rör med stor och medeldiameter inom områdena läkemedel, livsmedel, gruvdrift, gas och andra områden. Det är också en revolutionerande teknisk bedrift att lösa huvudledningen för byggande och kommunal vattenförsörjning. Det är en ny typ av sammansatt pipeline i 21stårhundrade.


Drag
Hygienisk prestanda
Det hygieniska indexet och säkerheten för det perforerade stålbandsplastkompositröret uppfyller kraven i GB9687 "Hygienic Standard for Polyethylene Molded Products for Food Packaging" och GВ/Т17219 "Safety Evaluation Standard for Dricks Water Distribution Equipment and on Equipment and Protective Materials". Det är det bästa substitut för galvaniserat rör och gjutjärnsrör.
Slät innervägg och cirkulationsprestanda
Innerväggen på nätstålbandets plastkompositrör är mycket slät och den absoluta grovheten är bara 1/20 av stålrörets. Transportkapaciteten under samma förhållanden är ca 30 % högre än stålrörets.
Tekniska parametrar
| Specifikationsstorlek, avvikelse och nominellt tryck: uppfyller kraven i byggnadsministeriets standard CJ/T181-2003 | |||||
| Nominell ytterdiameter och avvikelse | Nominell väggtjocklek och avvikelse | Av rundhet | Nominellt tryck | Minsta S-värde | Längd och avvikelse |
| Dn(mm) | En(mm) | Mm | Mpa | Mm | mm |
| 50+0,5 0 | 4,0+0,5 9 | 1.0 | 1.0 | 1.5 | 6000+20 0 9000+20 0 12000+20 0 |
| 60+0,6 0 | 4,5+0,6 0 | 1,26 | 1.0 | 1.5 | |
| 75+0,7 0 | 5,0+0,7 0 | 1.5 | 1.0 | 1.5 | |
| 90+0,9 0 | 5,5+0,8 0 | 1.8 | 1.0 | 1.5 | |
| 110+1,0 0 | 6,0+0,9 0 | 2.2 | 1.0 | 1.5 | |
| 140+1,1 0 | 8,0+1,0 0 | 2.8 | 1.0 | 2.5 | |
| 160+1,2 0 | 10,0+1,1 0 | 3.2 | 1.0 | 2.5 | |
| 200+1,3 0 | 11,0+1,2 0 | 4.0 | 1.0 | 2.5 | |
| 250+1,4 0 | 12,0+1,3 0 | 5.0 | 0,8 | 3.5 | |
| 315+1,6 0 | 13,0+1,4 0 | 6.3 | 0,8 | 3.5 | |
| 400+1,6 0 | 15,0+1,5 0 | 8,0 | 0,8 | 3.5 | |
| 500+1,7 0 | 16,0+1,6 0 | 10,0 | 0,6 | 4.0 | |
| 630+1,8 0 | 17,0+1,7 0 | 12.3 | 0,6 | 4.0 | |
| Obs: Det nominella trycket för kompositröret är det maximala trycket som tillåts för röret att transportera vatten vid 20°С. Om temperaturen ändras, bör arbetstrycket korrigeras enligt temperaturtryckskoefficienten för olika material. S-värde: avståndet från armeringens ytterdiameter till rörets yttre yta. | |||||
| Fysiska och mekaniska prestandakrav | ||
| Projekt | Prestanda | |
| Ringstyvhet, KN/m2 | >8 | |
| Längsgående krympning (110°С, bibehåll 1h) | <0,3 % | |
| Hydrauliskt test | Temperatur: 20°C; Tid: 1h; Nominellt tryck x2 | Inte trasig |
| Temperatur: 80°C; Tid: 165h; Tryck: Nominellt tryck x2x0,71 (reduktionsfaktor) | ||
| Sprängtryckstest | Temperatur: 20°С, sprängtryck≥nominellt tryck x3,0 | Blästring |
| Oxidationsinduktionstid (200°С), min | >20 | |
| Motståndskraftig mot snabb spänningsexpansion (80°С, 4,0Mpa)/h | >1000 | |
| Väderbeständighet (efter att röret har fått≥3,5GJ/m2åldrande energi) | Uppfyller kraven i punkterna 2,3 och 4 i denna tabell och kan bibehålla god svetsprestanda | |





